




Przemysł 4.0: Zbieranie danych na przykładzie obrabiarki CNC

W zwiększaniu wydajności urządzeń i skutecznym zapobieganiu ich awarii, a także w podnoszeniu jakości wytwarzanych produktów bardzo duże znaczenie ma szeroka wiedza w obrębie tematyki dotyczącej pracy maszyn. Czujniki najnowszej generacji pozwalają na gromadzenie bardzo dokładnych danych.
Pozyskiwanie danych w czasie rzeczywistym ma kluczowe znaczenie w monitoringu pracy urządzeń i maszyn. Aby stało się ono możliwe, niezbędne jest określone zdefiniowanie tych obszarów, które dla zakładu są najistotniejsze oraz odpowiednie dobranie czujników.
- W projektowaniu takich rozwiązań warto posiłkować się specjalistami z różnych dziedzin: wibrodiagnostyki, mechaniki, hydrauliki, elektryki, automatyki, informatyki – mówi Marek Maciejewski z ifm electronic. - Nie trzeba angażować ich na pełen etat do danego zagadnienia. Często wystarczy tylko uzyskać potwierdzenie lub poradę, czy dane rozwiązanie na konkretnej maszynie jest prawidłowe. Najlepiej, gdy w firmie oferującej rozwiązania Przemysłu 4.0 , do każdej grupy produktowej przydzielony jest przynajmniej jeden specjalista. Niestety znam wiele przypadków, że poprzez niewłaściwe zamontowanie czujnika, jego zły dobór albo nieprawidłową parametryzację, otrzymywane dane były bezużyteczne. |
Otoczenie maszyny jest istotne
Zamontowanie czujników to dopiero pierwsze wyzwanie, jakie pojawia się na drodze do sukcesu. Kolejnym jest odpowiedź na pytanie, jak przekazywane dane analizować, jak sprawdzać, czy są one istotne i jak odpowiednio na nie reagować.
- Za każdym razem, gdy z klientem planujemy rozpoczęcie monitorowania, bierzemy pod uwagę nie tylko to, czy warto to robić w danym przypadku, ale również zwracamy uwagę na sposób budowy maszyny i jej otoczenie – tłumaczy Marek Maciejewski. - Inaczej należy podejść do maszyny pracującej na normalnej hali produkcyjnej, a w jeszcze inny sposób do urządzenia w strefie aseptycznej czy w chłodni. W przypadku stosowania wibrodiagnostyki trzeba również wziąć pod uwagę pracę sąsiednich maszyn lub przejeżdżających obok pojazdów, które mogą generować drgania, jak choćby wózki widłowe. |
Jeśli jesteśmy w posiadaniu podobnie działającej aplikacji lub takiej samej, zastosowanej w podobnym przypadku, możemy skorzystać z już zdobytych doświadczeń. Nie możemy być jednak pewni, że w innym otoczeniu rozwiązanie to zadziała w taki sam sposób.
- Przykładem może być tu monitorowanie przepływu czynnika chłodzącego za pomocą mechatronicznych przepływomierzy z IO-Link, które zastąpiły kryzy, czyli optyczną metodę sprawdzania przepływu, co zastosowaliśmy w jednym z zakładów – mówi Marek Maciejewski. - Powodem zmiany było to, że kryzy czasem się blokowały. Przepływ spadał głównie z powodu blokowania się kanałów chłodniczych na maszynie. Tymczasem jeśli nie zostanie to w porę zauważone, to maszyna zaczyna produkować odpad i może trwać to nawet całą zmianę. W tym przypadku pojawiły się też wątpliwości, czy dane czujniki przepływu się sprawdzą, ale istniały pozytywne przesłanki do tego, że właśnie tak się stanie. Minęło już pół roku jak pracują bez zarzutu. Takich przykładów mamy całkiem sporo. Wspomniany przepływ to tylko jeden z wielu istotnych parametrów maszyny. |
Istotne źródła danych
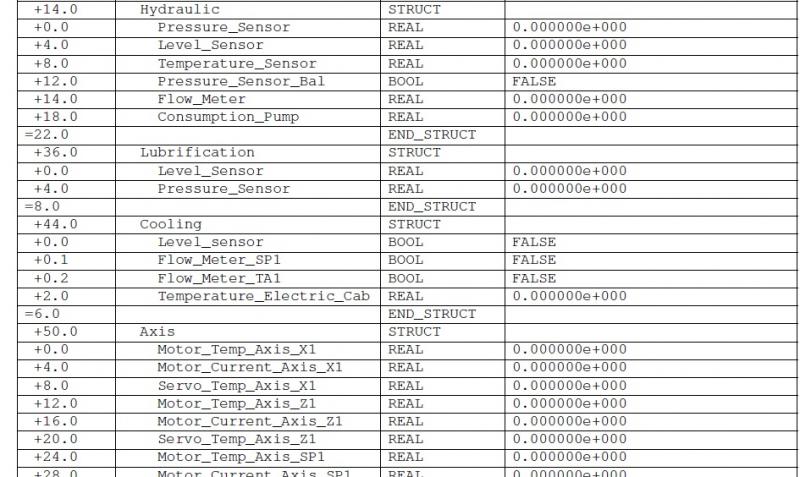
Obrabiarka CNC może posiadać kilkanaście powiązanych ze sobą podzespołów, których stan wpływa na jakość, szybkość i funkcjonowanie maszyny, a także na efektywność elementów, które produkuje. Informacje w cyfrowej postaci na temat jej funkcjonowania można otrzymać dzięki odpowiednio dobranym czujnikom. Źródłem danych mogą być także inne urządzenia, takie jak regulatory, urządzenia mierzące pobór energii elektrycznej i sterowniki PLC, z których każdy posiada odmienny protokół komunikacyjny, co może być powodem dodatkowych implikacji. Jednym z dobrych źródeł danych może być ponadto sterownik maszyny.
- W przypadku projektowania systemu do zbierania danych, dobrze jest określić bazowe wymagania, jak np. zdolność do komunikacji z różnymi systemami – tłumaczy Marek Maciejewski. - Przykładem może być zdolność odczytu danych z różnych źródeł jak sterowniki PLC Siemens, Beckhoff, Schneider, czujniki, odczyt danych z modułów drganiowych czy pomiaru energii elektrycznej. Istotna jest również skalowalność, czyli otwarta struktura zapewniająca łatwe dopinanie kolejnych elementów. Sprawdza się to, gdy np. dzisiaj potrzebujemy monitorować wrzeciono, jutro zużycie powietrza, a pojutrze energię elektryczną. |
Efektywne gromadzenie danych jest potrzebne
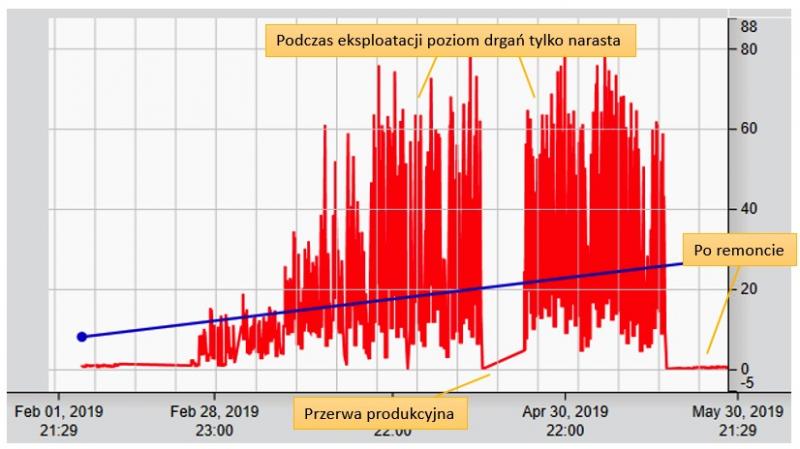
Jeśli diagnostyka wrzeciona za pomocą wibrodiagnostyki wybrana zostanie na początku, to w zależności od monitorowanego obszaru można uzyskać cztery lub więcej istotne obiekty (np. aRMS, vRMS, aPeak, ogólny poziom drgań). Po upływie pewnego czasu konieczne będzie również monitorowanie ciśnienie na chwytaku, poziomu, ciśnienia, temperatury i przepływu oleju oraz temperatury łożyska pompy oraz silnika. W niedługim czasie może być oczywiste, że jedna maszyna generuje kilkadziesiąt równie istotnych parametrów.
- Firmy mają bardzo wiele systemów już zainstalowanych, czy to na samych maszynach czy w sterowni, stąd też pojawia się pytanie - po co kolejny? – twierdzi Marek Maciejewski. - Wszystko zależy od zdefiniowanych wcześniej celów. Jeśli dodatkowy czujnik sprawdzi się w istniejącym systemie, warto się tym zająć. Natomiast jest jedna bardzo istotna zmiana, która powoli materializuje się na naszych oczach. Przedsiębiorstwa dostrzegają potrzebę posiadania systemu, który jest w stanie zapewnić aktualne informacje o tym, w jakim stanie są maszyny oraz które z nich powinny być serwisowane w pierwszej kolejności. Jednak nie chodzi tutaj o kolejną tabelkę w excel-u, tylko o prostą i czytelną informację dostarczoną w odpowiedniej właściwej osobie. |
Podpięcie sygnałów do sterownika obrabiarki i „przepuszczenie” ich dalej przez sieć Ethernet to klasyczna metoda pozyskiwania danych. Nie jest to jednak niezawodne rozwiązanie – jego wada polega na tym, że trzeba mieć aktualny program i profesjonalistę, który będzie w stanie przeprogramować sterownik. W przypadku rekonfiguracji systemu równie istotna jest także mała elastyczność.
- Z reguły staramy się unikać takiego rozwiązania gdyż priorytetem jest zachowanie funkcjonowania maszyny – tłumaczy Marek Maciejewski. – Tymczasem wszelkie modyfikacje w sterowaniu zawsze obarczone są ryzykiem. |
Topologia Y
Rozwiązanie, które bazuje na topologii Y zaproponowane zostało przez firmę ifm electronic. Polega ono na tym, że pochodzący z czujników strumień danych dociera do systemów IT, a do sterownika PLC trafiają ważne pod kątem sterowania informacje.
|
|
Istotna obserwacja
Mimo że wdrożenie monitoringu powinno być szybkie, a efekty natychmiastowe, w niemal każdej fabryce specjaliści napotykają na innego typu maszyny, często przetransportowane z innej fabryki lub nawet kraju, które za każdym razem różnią się nawet sposobem komunikowania się między sobą. To powoduje, że sposób działania staje się bardzo skomplikowany. Z pomocą może przyjść w tej sytuacji LR Smartobserver, który odbiera przesyłane dane niezbędne do wizualizacji oraz do systemów klasy ERP (opcjonalnie).
Pewien rodzaj standardu w pozyskiwaniu danych jest możliwy w fabrykach mimo różnorodności rozwiązań, które się w nich spotyka. Jego realizacja możliwa jest dzięki tzw. projektowi pilotażowemu, który potwierdza wcześniej przyjęte założenie. Przykład stanowić może tu możliwość monitorowania stanu wrzeciona na obrabiarce oraz reagowanie z wyprzedzeniem na potencjalne ryzyko awarii, które się pojawi.
- W przypadku, gdy system zgłasza problem lub dokonana jest naprawa, a części zdjęte z maszyny wykazują ślady znacznego zużycia, nie ma przeszkód, aby to rozwiązanie skopiować na pozostałe maszyny tego samego typu – uważa Marek Maciejewski. - Tak też realizowana jest idea skalowalności. Zaczynamy od jednej maszyny, po czym mając już to doświadczenie, możemy rozszerzyć dane rozwiązanie na pozostałe. |
To, w jakim jesteśmy punkcie, można określić dzięki analizie danych. Specjalista w zakresie drgań ustawia poziomy ostrzeżeń i alarmów według własnych doświadczeń lub według norm. Zazwyczaj ich weryfikacja i dopasowanie progów dla konkretnej maszyny następuje po około 2-3 tygodniach.
Na ekranie wyświetlane są przejrzyste informacje, które pozwalają na obserwację stanu maszyn. Samo zbieranie danych nie ma jednak większego sensu w przypadku, gdy pozostają one zamknięte.
- Główny cel jest taki, aby informacja była jasna i czytelna, a źródło problemów łatwe do określenia – twierdzi Marek Maciejewski. - Użytkownik może sam zmodyfikować widok ekranu dodając interesujące go zdjęcia lub wyświetlając odpowiednie parametry. Jeśli dane, które otrzyma z czujników są dla niego jasne i przejrzyste, można zrealizować kolejny krok - automatycznie powiadamiać o alarmach poprzez SMS lub email. Ponadto jest możliwość wprowadzania zadań technicznych do LR Smartobserver (Maintenance Tasks) celem przekazania ich osobie odpowiedzialnej za dany rejon lub realizację prac w późniejszym terminie. |
Standaryzacja – ułatwienie życia
Wprowadzenie standardu informującego o stanie maszyn pod kątem predykcyjnego utrzymania ruchu jest prędzej czy później konieczne przy bardziej rozbudowanych parkach maszynowych. Na linii człowiek-maszyna każda z maszyn posiada swój lokalny panel operatorski, czyli własny interfejs komunikacyjny. Jest to komplikacja, ponieważ ujednolicenie sposobu w jaki przekazywane są informacje znacząco wpływa na zarządzanie parkiem maszynowym (np. obchód maszyn w celu sprawdzenia ich gotowości do pracy przed rozpoczęciem produkcji).
Kompleksowe zarządzanie przedsiębiorstwem należy do systemów klasy ERP (Enterprise Resource Planning). Zbieranie informacji z maszyn i przedstawianie ich w łatwy i czytelny sposób należy do LR Smartobserver. Pozwala on również na integrację np. z SAP ERP poprzez Plant Connectivity lub przez wysyłanie zgłoszeń o pracach serwisowych bądź alarmach.
- Jeśli chcemy, aby zlecenia na naprawę maszyn i zamówienia części były generowane automatycznie, to musimy mieć pewność, że sygnały, które są wysyłane do ERP są prawidłowe – tłumaczy Marek Maciejewski. - Ma to związek z poprawnym oczujnikowaniem maszyny, odpowiednim przesyłem danych i ustawieniem wartości brzegowych. LR Smartobserver z ifm zapewnia taką funkcjonalność. Podczas integracji z SAP warto upewnić się, że system przekazuje prawidłowe informacje. W przeciwnym wypadku SAP zamówi nam części, których nie potrzebujemy. |
Gdy czujniki są dobrze dobrane, skonfigurowane i podłączone, nadal może pojawić się problem – co z tymi informacjami zrobić. Platforma LR Smartobserver pozwala zrozumieć, w jaki sposób maszyna „przemawia“ do człowieka.
- Powstaje coraz więcej projektów związanych z uczeniem maszynowym, gdzie potrzebne są duże ilości danych – mówi Marek Maciejewski. - Jednak dane te muszą określać pewne właściwości. Zanim zdecydujemy się uruchomić algorytmy, musimy znać cel tego działania np. algorytm może informować kiedy należy wymienić filtr. Wówczas przedsięwzięcie takie będzie naprawdę użyteczne. |
Case study, na podstawie którego powstał artykuł, dostępne pod linkiem ->
Przemysł 4.0: Monitorowanie maszyn na przykładzie obrabiarki
Źródło: ifm electronic Sp. z o.o.



- Praktyczna wiedza od ekspertów Beckhoff
- Robotyzacja zakładów mięsnych: Moda czy innowacja?
- Ulga na robotyzację - do kiedy można skorzystać?
- Raport: Przegląd Rynku Robotów Współpracujących (Cobotów)
- Raport: Rynek robotów mobilnych AGV i AMR w 2025
- Rynek robotów współpracujących — perspektywy na rok 2025
- Dyrektywa maszynowa: Co zmienia się od 2027 w robotyzacji?
- Rynek robotów przemysłowych: silne odbicie w 2025?
- Przegląd liderów rynku robotów przemysłowych
- ABB sprzedaje swój biznes Robotyki
- Elastyczny przepływ materiałów dzięki VarioFlow plus
- Cobot czy robot przemysłowy?
- Czy Coboty Są Bezpieczne? Fakty i mity
- Co to są roboty mobilne AMR i AGV i jak działają?
- Zastosowanie robotów mobilnych AMR i AGV w przemyśle
- Coboty vs. Roboty Przemysłowe – Różnice, Zalety i Przyszłość
- 7 wskazówek jak dobrać robota do linii produkcyjnej
- FANUC otworzył nową siedzibę we Wrocławiu
- Jak dobrać panel HMI do aplikacji przemysłowej?
- MIK: przemysł trzyma poziom
- Jaki sterownik PLC wybrać?
- Raport World Robotics 2025 IFR
- 5 globalnych trendów robotyki na 2026 rok od IFR
- AI zmienia roboty przemysłowe - Raport IFR
- Odbierz bezpłatny bilet na ITM Industry Europe 2026
- Coboty a nowa dyrektywa maszynowa, co się zmienia?
- Dokładność vs powtarzalność robota przemysłowego
- AI w polskich firmach - analiza PIE
- Robotyzacja napędza inwestycje zagraniczne
- ITM Industry Europe 2026: Twój zrobotyzowany przewodnik
- Strefa Bezpieczeństwa na ITM w Poznaniu
- FANUC Industry Day dla branży drzewno-meblarskiej
- Strefa Pneumat&BECKHOFF Games
- Rosnąca konkurencja na rynku cyfryzacji i automatyzacji
- Biuro konstrukcyjne dla przemysłu
- Kto liderem rynku mobilnych robotów magazynowych? - Raport
- Program 2035 ma wspierać robotyzację
- Firmy zwiększają inwestycje w automatyzację
- Robot + CNC = jedno gniazdo produkcyjne
- Jak dobrać robota do branży FMCG i e-commerce?
- Polska gospodarka utrzymuje tempo
 Zestaw Smart Press Kit typu plug&produce
Nowy zestaw Smart Press Kit firmy Bosch Rexroth został zaprojektowany z myślą o przyszłyc...
Zestaw Smart Press Kit typu plug&produce
Nowy zestaw Smart Press Kit firmy Bosch Rexroth został zaprojektowany z myślą o przyszłyc...
 Innowacje 4.0. Zamień wyzwania na innowacyjność
„Innowacje 4.0. Zamień wyzwania na innowacyjność” - Wirtualna konferencja dla...
Innowacje 4.0. Zamień wyzwania na innowacyjność
„Innowacje 4.0. Zamień wyzwania na innowacyjność” - Wirtualna konferencja dla...
 Nadchodzą Targi TAROPAK 2019
Targi TAROPAK to wydarzenie z ponad 40-letnią tradycją, doceniane od lat przez branżowe i...
Nadchodzą Targi TAROPAK 2019
Targi TAROPAK to wydarzenie z ponad 40-letnią tradycją, doceniane od lat przez branżowe i...
 Polskie firmy inwestują w automatyzację
Polski przemysł przechodzi przez dynamiczne zmiany. Jeszcze kilka lat temu wielu przedsię...
Polskie firmy inwestują w automatyzację
Polski przemysł przechodzi przez dynamiczne zmiany. Jeszcze kilka lat temu wielu przedsię...
 Przemysł 4.0 – Na co można pozyskać dofinansowanie?
Co kryje się za hasłem Przemysł 4.0? Na jakie inwestycji w ramach Przemysłu 4.0 można uzy...
Przemysł 4.0 – Na co można pozyskać dofinansowanie?
Co kryje się za hasłem Przemysł 4.0? Na jakie inwestycji w ramach Przemysłu 4.0 można uzy...
 Polskie firmy z rynku Robotyki, Internetu Rzeczy i AI - Raport
Polskie firmy z sektora robotyki, Internetu rzeczy i sztucznej inteligencji odgrywają cor...
Polskie firmy z rynku Robotyki, Internetu Rzeczy i AI - Raport
Polskie firmy z sektora robotyki, Internetu rzeczy i sztucznej inteligencji odgrywają cor...






















