




MC6 - wieloosiowy sterownik ruchu, PLC, CNC oraz Robotyki
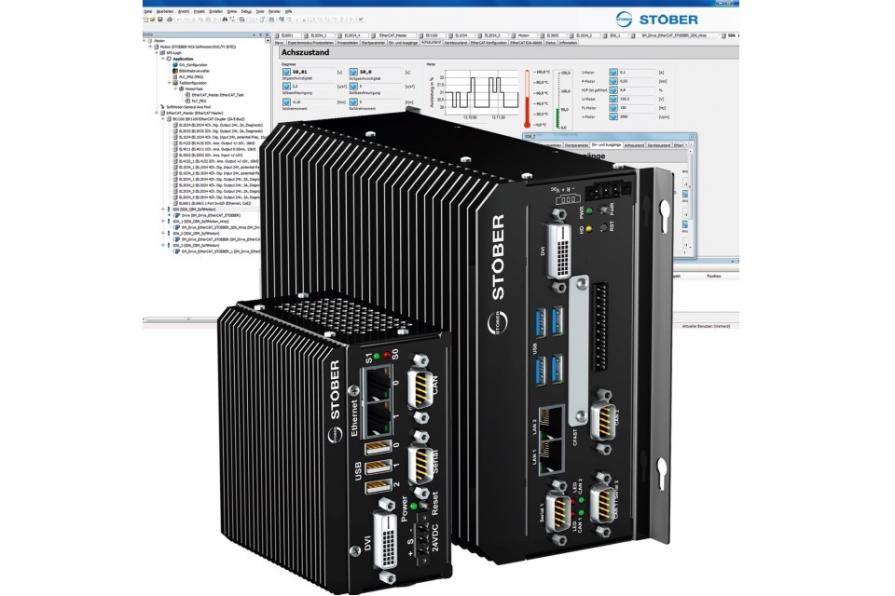
Rynek budowy maszyn coraz częściej sięga po coraz wydajniejsze oraz szybsze sterowniki PLC. Takim urządzeniem jest komputer przemysłowy IPC - MC6 firmy Stober idealny do sterowania maszyn wieloosiowych.
Sterownik MC6 posiada rozbudowane transformaty ruchu robota z kontrolą toru ruchu, umożliwia synchronizację do 100 osi w synchronicznym trybie pracy, z cyklicznymi krzywkami. Wbudowany edytor 3D CNC (G-CODE). Działa na systemie Codesys V3. Przyjazne dla użytkownika oprogramowanie AS6 z wieloma gotowymi przykładami np. dla tripoda lub dla aplikacji CNC. Występuje w kilku konfiguracjach sprzętowych:
- Ekran HMI 15” /8” lub w wersji na szynę DIN
- Procesor: Intel Atom Dual Core 1.33GHz , Intel Core i3 Dual core 2.4GHz; 2GB RAM
- Poziom licencji: Control, Softmotion, CNC/Robotics
MC6 posiada następujące interfejsy: USB, CAN, EtherCAT, RS-232, Ethernet 100Mb/s. Sterownik ten doskonale poradzi sobie ze sterowaniem całej maszyny lub pojedynczego robota. Poniżej krótka charakterystyka najważniejszych funkcji dla aplikacji robota.
Robotyka w komputerze przemysłowym MC6 firmy Stober
 |
Nowe bloki programowe według PLCopen dla Motion Control Part 4 umożliwiają wykonywanie ruchu grup osi robota na określonych ścieżkach. Oznacza to, że segmenty ruchu liniowego lub kołowego mogą być dynamicznie określane przez program aplikacyjny IEC 61131-3 w czasie wykonywania na odpowiednich sterownikach. Nowa „ścieżka ciągła”, a także ruchy robota Point-to-Point, które są dostępne od pierwszej wersji, automatycznie obserwują limity używanych osi robota i można je łatwo przerwać, np. w przypadku przeszkód.
 |
CNC czy może Robotyka?
Sterownik MC6 jest programowany w środowisku programistycznym AS6. W tym oprogramowaniu można wybrać aplikacje typu CNC lub aplikację robotyki, gdyż AS6 obsługuje oba systemy.
 |
SoftMotion ROBOTICS nadaje się do:
- Zadań robotyki
- Zintegrowany konfigurator grup osi do łatwej i szybkiej konfiguracji różnej kinematyki
- Sterowanie: za pomocą bloków zgodnych z PLCopen Part 4 (Coordinated Motion)
- Liczne funkcje
- Dynamiczne śledzenie
- Interpolacja układu
W programie AS6 w łatwy sposób można zdefiniować typ kinematyki robota. Wystarczy stworzyć grupę osi, a następnie kliknąć przycisk wybierz kinematykę.
 |
Pojawi się okno z dostępnymi typami kinematyki robota, na obrazku przykładowo Tripod obrotowy. Dostępne są między innymi układy portalowe (typu H, T) oraz roboty typu Scara dwuramienny lub trzyramienny, bipod, można również stworzyć własną kinematykę.
 |
Następnie konfigurator prowadzi krok po kroku przez cały proces konfiguracji, aby ułatwić programowanie oraz uruchomienie.
 |
 |
Wpisujemy odpowiednie wartości w okna konfiguratora.
Dzięki dużej bazie gotowych bloków funkcyjnych można w krótkim czasie napisać program do obsługi naszej kinematyki. Poniżej wycinek przykładowego programu.
 |
W każdej chwili możemy odczytywać status grupy osi. Poniższy rysunek obrazuje możliwe stany.
 |
Grupa osi może być przyporządkowana do jednej z kilku systemów układów współrzędnych.
ACS – osiowy układ współrzędnych, MCS – maszynowy układ współrzędnych, PCS- produktowy układ współrzędnych, TCS- narzędziowy układ współrzędnych.
Między układami współrzędnych można się łatwo przełączać za pomocą bloku MC_SetCoordinateTransform.
 |
Bloki ruchu dla grupy osi według PLCopen part 4. Opis wybranych bloków poniżej.
MC_MoveDirectAbsolute + MC_MoveDirectRelative
Te bloki funkcyjne sterują ruchem grupy osi do określonego położenia bezwzględnego / względnego w określonym układzie współrzędnych.
Każda oś jest przesuwana niezależnie do pozycji docelowej, ruch jest synchronizowany tylko w taki sposób, że wszystkie osie docierają do celu w tym samym czasie. Oznacza to, że ścieżka przebyta przez TCP zależy od zastosowanej transformacji kinematycznej. Zasadniczo nie będzie to linia.
Dostępna jest również funkcja MC_Buffer_Mode, która definiuje czy kolejna komenda ruchu będzie kolejkowana czy nie oraz w jaki sposób. Kolejkowanie dotyczy prędkości ruchu, która ma być ustawiana np. większa/ mniejsza z rozpatrywanych bloków.
Można również skorzystać z funkcji (przejścia) MC_Transition_Mode. Tryb przejścia opisuje sposób mieszania kolejnych poleceń ruchu. Dwie komendy ruchu mogą da kąt prosty lub wygładzone krawędzie.
Funkcję tą ilustruje poniższy rysunek.
 |
MC_MoveLinearAbsolute + MC_MoveLinearRelative
Te bloki funkcyjne interpolują ruch liniowy grupy osi do położenia bezwzględnego / względnego w określonym układzie współrzędnych.
Dodatkowo dostępne są dane wejściowe w bloku do ustawiania prędkości, przyspieszenia, opóźnienia i szarpnięcia ruchu jazdy.
MC_MoveCircularAbsolute + MC_MoveCircularRelative
Te bloki funkcyjne interpolują ruch kołowy grupy osi do położenia bezwzględnego / względnego w określonym układzie współrzędnych. Segment łuku można opisać na kilka sposobów, w zależności od wartości wejściowej CircMode.
MC_GroupHalt
Ten blok funkcyjny wykonuje kontrolowane zatrzymanie ruchu. Przerywa wykonywanie trwającego bloku funkcji. Grupa osi jest przenoszona do stanu GroupMoving, dopóki nie zostanie przeniesiona do GroupStandby.
MC_GroupStop
Ten blok funkcyjny wykonuje kontrolowane zatrzymanie ruchu i przenosi grupę osi do stanu GroupStopping. Przerywa wykonywanie trwającego bloku funkcji. Gdy grupa osi jest w stanie GroupStopping, żaden inny blok nie może wykonać żadnego ruchu na tej samej grupie osi. Po zatrzymaniu grupy osi, wyjście Gotowe jest natychmiast ustawiane na PRAWDA. Grupa osi pozostaje w stanie GroupStopping, dopóki Execute jest nadal PRAWDA lub osie nie są jeszcze w bezruchu. Po ustawieniu Gotowe i Wykonaniu ma wartość FAŁSZ, grupa osi przechodzi do stanu GroupStandBy. Polecenie może zostać przerwane tylko przez MC_GroupDisable lub MC_Power.
MC_GroupInterrupt
Ten blok funkcyjny przerywa bieżący ruch i zatrzymuje grupę, ale nie przerywa ruchów (co oznacza, że przerwany blok nie ustawia wyjścia CommandAborted, Busy pozostaje aktywny). Ten blok jest podłączony do MC_GroupContinue. Wykonanie MC_GroupContinue z danymi zebranymi przez ten blok powoduje powrót programu do sytuacji, w której wydano polecenie MC_GroupInterrupt. Po wykonaniu tej czynności grupa osi jest w stanie gotowości.
MC_GroupContinue
Ten blok funkcyjny przywraca program do sytuacji, w której wydano polecenie MC_GroupInterrupt. Natychmiast zwraca CommandAborted, gdy MC_GroupStop jest aktywny. Jeśli grupa osi nie jest w trybie gotowości, zwracany jest błąd. Jeśli ruch śledzenia ma być kontynuowany, grupa osi musi już podążać za odpowiednimi współrzędnymi PCS. W przeciwnym razie konieczne jest, aby wszystkie osie w pozycji, w której zapisano continuData, były w stanie spoczynku.
Idealne rozwiązanie dla producentów maszyn
Komputer MC6 jest wyposażony w szybką komunikację EtherCAT. Występuje w wersji z ekranem 15”/8” lub w wersji bez ekrau HMI. Obsługuje wszystkie języki zgodnie z IEC-61131-3 (ST, SFC, CFC, FBD, LD, IL). Szybkie uruchomienie dzięki gotowej bazie bibliotek, współpracujących z serwonapędami SD6/SI6/SC6 firmy Stober. MC6 obsługuje również G-CODE w standardzie DIN 66025, dla aplikacji typu CNC. Wiele gotowych przykładów w bibliotece AS6 skraca czas potrzebny na uruchomienie maszyny. Przyjazne środowisko programistyczne Codesys. Możliwość współpracy z innymi sterownikami. Synchronizacja z serwonapędami za pomocą standardu CIA402/DSP402, która umożliwia cykliczną synchronizację pozycji, prędkości lub momentu. Oferujemy pomoc w uruchomieniu oraz przeszkoleniu z obsługi programu AS6. Pomagamy w doborze komponentów systemu automatyki.
Żródło: DEMERO - Automation Systems

- Praktyczna wiedza od ekspertów Beckhoff
- Robotyzacja zakładów mięsnych: Moda czy innowacja?
- Ulga na robotyzację - do kiedy można skorzystać?
- Raport: Przegląd Rynku Robotów Współpracujących (Cobotów)
- Raport: Rynek robotów mobilnych AGV i AMR w 2025
- Rynek robotów współpracujących — perspektywy na rok 2025
- Dyrektywa maszynowa: Co zmienia się od 2027 w robotyzacji?
- Rynek robotów przemysłowych: silne odbicie w 2025?
- Przegląd liderów rynku robotów przemysłowych
- ABB sprzedaje swój biznes Robotyki
- Elastyczny przepływ materiałów dzięki VarioFlow plus
- Cobot czy robot przemysłowy?
- Czy Coboty Są Bezpieczne? Fakty i mity
- Co to są roboty mobilne AMR i AGV i jak działają?
- Zastosowanie robotów mobilnych AMR i AGV w przemyśle
- Coboty vs. Roboty Przemysłowe – Różnice, Zalety i Przyszłość
- 7 wskazówek jak dobrać robota do linii produkcyjnej
- FANUC otworzył nową siedzibę we Wrocławiu
- Jak dobrać panel HMI do aplikacji przemysłowej?
- MIK: przemysł trzyma poziom
- Jaki sterownik PLC wybrać?
- Raport World Robotics 2025 IFR
- 5 globalnych trendów robotyki na 2026 rok od IFR
- AI zmienia roboty przemysłowe - Raport IFR
- Odbierz bezpłatny bilet na ITM Industry Europe 2026
- Coboty a nowa dyrektywa maszynowa, co się zmienia?
- Dokładność vs powtarzalność robota przemysłowego
- AI w polskich firmach - analiza PIE
- Robotyzacja napędza inwestycje zagraniczne
- ITM Industry Europe 2026: Twój zrobotyzowany przewodnik
- Strefa Bezpieczeństwa na ITM w Poznaniu
- FANUC Industry Day dla branży drzewno-meblarskiej
- Strefa Pneumat&BECKHOFF Games
- Rosnąca konkurencja na rynku cyfryzacji i automatyzacji
- Biuro konstrukcyjne dla przemysłu
- Kto liderem rynku mobilnych robotów magazynowych? - Raport
- Program 2035 ma wspierać robotyzację
- Firmy zwiększają inwestycje w automatyzację
- Robot + CNC = jedno gniazdo produkcyjne
- Jak dobrać robota do branży FMCG i e-commerce?
- Polska gospodarka utrzymuje tempo wzrostu
- Robotyzacja i AI kluczowe dla przemysłu - Raport ABB
- Automatyzacja i AI priorytetem - ABB Trends
 Granty dla firm inwestujących w Przemysł 4.0.
Nawet 60 tys. euro z hub4industry dla firm z małopolski, które chcą inwestować w P...
Granty dla firm inwestujących w Przemysł 4.0.
Nawet 60 tys. euro z hub4industry dla firm z małopolski, które chcą inwestować w P...
 Technologie Przemysłu 4.0 w dobie pandemii COVID-19
Jak wynika z badania Digitalizacja polskich przedsiębiorstw przemysłowych w dobie pandemi...
Technologie Przemysłu 4.0 w dobie pandemii COVID-19
Jak wynika z badania Digitalizacja polskich przedsiębiorstw przemysłowych w dobie pandemi...
 SCHUNK dla przemysłu tworzyw sztucznych i opakowań
Przetwórstwo tworzyw sztucznych to dynamicznie rozwijająca się branża, wytwarzając...
SCHUNK dla przemysłu tworzyw sztucznych i opakowań
Przetwórstwo tworzyw sztucznych to dynamicznie rozwijająca się branża, wytwarzając...
 Automatyzacja i robotyzacja w branży drzewnej
Teren Międzynarodowych Targów Poznańskich już w połowie września 2023 zamieni się ...
Automatyzacja i robotyzacja w branży drzewnej
Teren Międzynarodowych Targów Poznańskich już w połowie września 2023 zamieni się ...
 30 mln złotych z MPiT na Przemysł 4.0
30 mln złotych MPiT przeznaczyło na wsparcie przedsiębiorców w transformacji przem...
30 mln złotych z MPiT na Przemysł 4.0
30 mln złotych MPiT przeznaczyło na wsparcie przedsiębiorców w transformacji przem...
 Znaczenie zarządzania kontrolą jakości w produkcji
Skrupulatna kontrola jakości w produkcji może stać się kluczowym elementem strategii bizn...
Znaczenie zarządzania kontrolą jakości w produkcji
Skrupulatna kontrola jakości w produkcji może stać się kluczowym elementem strategii bizn...






















